
S cieľom pravidelnej a rozsiahlej výmeny skúseností medzi užívateľmi Six Sigma nad rámec konkrétneho priemyselného odvetvia vznikol na konci 90.tych rokov European Six Sigma Club (ESSC). Kjell Magnusson zodpovedný za program Six Sigma v spoločnosti ABB a Michael Harry propagátor Six Sigma v USA zorganizovali prvé európske sympózium Six Sigma. Jednalo sa o úzky okruh expertov, ktorí sa jeden krát do roka stretával k tzv. Best Practise Sharing (zdieľanie najlepších skúseností). Takáto forma stretávania dovoľovala otvorenú výmenu skúseností a predovšetkým veľmi stimulovala všetkých zúčastnených.
Six Sigma je z pohľadu klubu European Six Sigma Club (ESSC) systematická a extrémne výsledkovo orientovaná metodika, ktorá má základ predovšetkým v matematicko-štatistických postupoch.
Základ tejto formulácie vytvára teda nevyhnutný predpoklad orientácie práve na štatistické nástroje.
V mnohých firmách nášho regiónu stále prevažuje vyžívanie metód zameraných na odhalenie a riešenie príčin vzniknutých problémov, ktoré sú subjektívneho charakteru. Mám na mysli brainstorming, Ishikawa, Afinitný diagram, či mnohé ďalšie, pomocou ktorých sa snažíme z prítomných účastníkov „vypáčiť“ ich názor na vzniknutý problém. Následne tieto, poväčšine subjektívne dojmy kategorizujeme, spočítavame a zostavíme poradie. Tento prístup je vhodný skôr pre menej zložité, operatívne problémy, ktoré by mali byť súčasťou riešení prostredníctvom PDCA workshopov, či krúžkov kvality.
V problematike Six Sigma, ktorá sa dotýka predovšetkým zložitých, komplexných problémov, u ktorých ešte nebola identifikovaná a potvrdená skutočná príčina nemôže byť ťažisko analýzy postavené na podobných metódach založených na subjektívnom posudzovaní príčin a ich vzťahov.
Na druhej strane široký okruh matematicko-štatistických metód, ktoré sú v súčasnosti k dispozícii či už ako súčasť takmer každého štatistického software, prípadne vo forme nespočetného množstva publikácií môže riešiteľom výrazne sťažovať orientáciu. Rovnako tak výber konkrétneho nástroja býva nepochybne pre mnohých riešiteľov pomerne ťažko zvládnuteľný, nakoľko nie všetky individuality disponujú expertnou znalosťou v ich využívaní a v interpretácií dosiahnutých výsledkov.
Práve táto skutočnosť vyvoláva v rámci diskusných fór a predovšetkým počas samotných tréningov špecialistov Six Sigma veľmi častú otázku.
Ktoré nástroje Six Sigma konceptu považujete za najdôležitejšie? Existuje nejaký rebríček prípadne poradie zaručujúce dosiahnutie očakávaného výsledku?
Zrejme neexistuje univerzálna odpoveď. Napriek tomu, na základe skúseností a opakovanej aplikácie rôznych nástrojov, na rôzne okruhy problémov, v rôznom prostredí, by mohol byť vytvorený akýsi Toolbox 5+5 kľúčových nástrojov Six Sigma.
Prvých 5 uvedených nástrojov predstavuje základný balík, ktorý je nevyhnutným východiskom pre objektívne pochopenie súčasného stavu analyzovaného problému u väčšiny Six Sigma projektov.
Druhá časť balíčka, nazvime ju povedzme +5 kľúčových nástrojov Six Sigma ponúka možnosť ako naplniť v úvode definovanú víziu Six Sigma clubom ESSC – extrémne orientovaný na výsledok cez systematickosť.
5 kľúčových nástrojov Six Sigma
Nástroj č.1 Pareto chart
Pareto diagram vychádza zo zásad Paretovej analýzy, kde pomerne malá skupina faktorov má za následok väčšinu problémov.
Uvedený pomer je matematicky vyjadrený pomerom 80:20, pričom napr.:
- 20 % príčin na výrobnom zariadení spôsobuje 80 % strát, prestojov
- Z celkovej produkcie 20 % produktov firmy jej prináša 80 % ziskov
- 80 % predajného obratu pochádza od 20 % zákazníkov
Pareto diagram identifikuje a priorizuje problémy, ktoré je potrebné riešiť.

Nástroj č.2 Histogram
Histogram predstavuje grafické znázornenie údajov, ktoré sú zoskupené do intervalov a pomocou výšky stĺpca je zobrazená početnosť údajov v danom intervale.
Samotný tvar histogramu nám umožňuje pomerne rýchlo identifikovať stred rozdelenia skúmanej premennej, symetriu, či špicatosť rozdelenia. Na základe tvaru grafického výsledku dokážeme odhadnúť aj typ rozdelenia skúmanej náhodnej premennej.

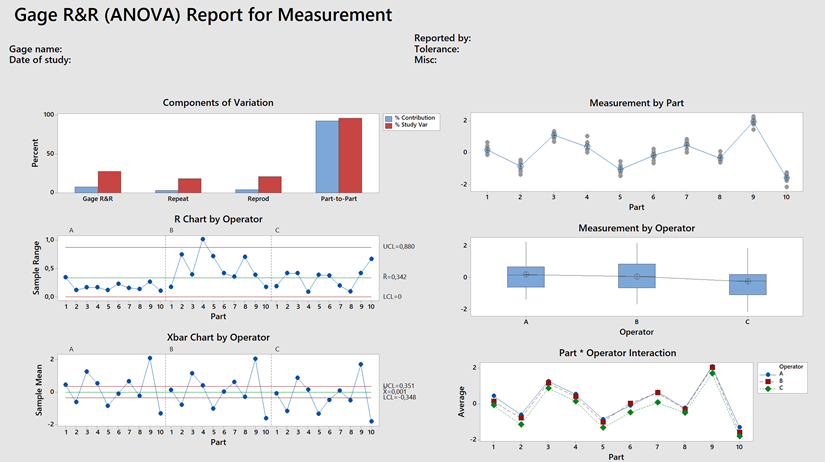
Nástroj č.3 Gage R&R
Kvalita matematického výsledku sa vždy rovná kvalite (presnosti) napozorovaných, odmeraných údajov. Gage R&R (repeatibility and reproducibility) štúdia sa venuje rozptylu meracieho systému.
Štúdia sleduje vplyv:
- Opakovateľnosti – jeden operátor opakuje meranie sledovaného parametra výrobku.
Udáva rozptyl hodnôt nameraných pri opakovaných meraniach vykonaných rovnakým skúšobným technikom, s rovnakým prístrojovým vybavením, pri meraní rovnakého znaku, na rovnakej súčiastke.
2.Reprodukovateľnosti – skupina operátorov meria ten istý parameter.
Udáva rozptyl stredných hodnôt nameraných hodnôt, ktoré získajú rôzny skúšobný technici s rovnakým prístrojovým vybavením, pri meraní rovnakého znaku, na rovnakej súčiastke.
Výsledkom analýzy je určenie presnosti a vhodnosti použitia daného systému merania pre sledovaný parameter prostredníctvom indexu %R&R.
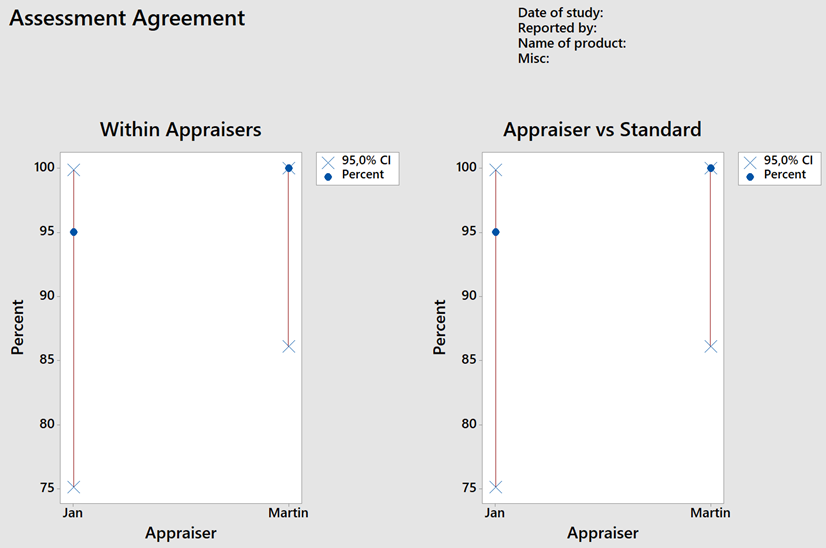
Nástroj č.4 Attribute Agreement Analysis
Štúdia posudzuje kvalitu meracieho systému hodnotiaceho diskrétny znak. Použitie všade tam, kde sa vyžaduje, vizuálna inšpekcia, hodnotenie resp. posúdenie a rozhodnutie o diskrétnom stave znakov – najčastejšie dobré a zlé výrobky. Taktiež sa môže použiť na hodnotenie v istej definovanej škále napr. hodnotenie chuti, či farby vína od 1 do 5.
Hodnotenie je vysoko závislé na subjektivite posúdenia a teda vzniká väčší priestor na vznik variability pri individuálnom, či opakovanom posudzovaní.
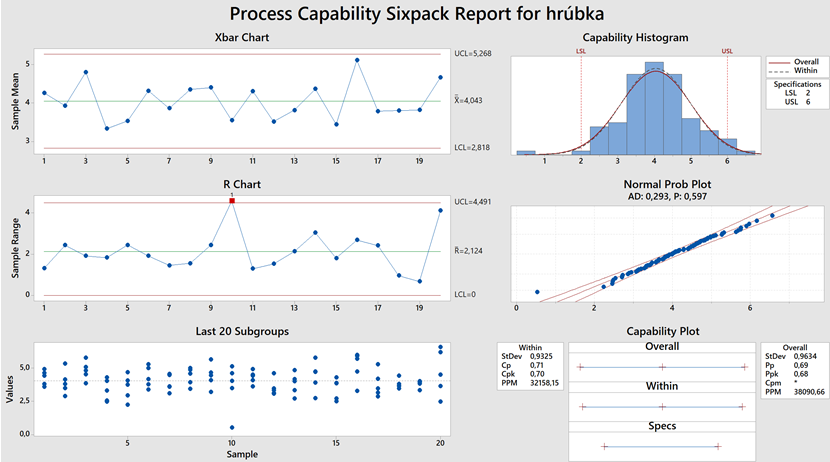
Nástroj č.5 Analýza spôsobilosti procesu
Mierou hodnotenia spôsobilosti procesu sú najčastejšie indexy spôsobilosti cp , pp.
Požadované hodnoty pri posudzovaní spôsobilosti môžu byť najčastejšie dve:
- Dolná tolerančná medza LSL (Lower Specification Limit)
- Horná tolerančná medza USL (Upper Specification Limit)
V prípade, že proces je spôsobilý (schopný dodržiavať tieto hodnoty), namerané hodnoty posudzovanej premennej musia byť v tolerančnom pásme ohraničenom LSL a USL. Miera vzdialenosti indexu cp od 1 reprezentuje veľkosť spôsobilosti dodržiavať predpísané hodnoty. Vo všeobecnosti sa za dobrú spôsobilosť považuje veľkosť indexu cp resp. pp =1,33.
+ 5 kľúčových nástrojov Six Sigma
Nasledovný rebríček predstavuje +5 pokročilých nástrojov, nevyhnutných pre zvládnutie vyriešenia väčšiny Six Sigma projektov.
Jedná sa predovšetkým o nástroje, ktoré svojou povahou dokážu na očakávanej úrovni spoľahlivosti hodnotiť, porovnávať, modelovať, či dokonca prognózovať vzájomné interakcie viacerých skúmaných parametrov vo väzbe na očakávanú výslednú hodnotu resp. kvantifikovať silu väzby medzi sebou.
Nástroj č.1 testovanie hypotézy – t testy
Testy t ako také používame na porovnanie strednej hodnoty skúmaného parametra(ov) s cieľovou hodnotou. Napr. dlhodobo ma trápi nadspotreba osobného automobilu, ktorý využívam. Výrobca udáva priemernú spotrebu 5,8 l / 100km. Testovaním chceme preukázať, či sa skutočná hodnota odlišuje od hodnoty udávanej výrobcom. Na testovanie použijeme jedno-výberový t-test, ktorý je testom strednej hodnoty. Stredná hodnota je reprezentovaná aritmetickým priemerom.
Pri nastavenej hladine významnosti testu 5% sme dosiahli vo výsledku p hodnotu rovnú 0,000. To znamená, že zamietame hypotézu H0 ktorá tvrdí, že spotreba auta je 5,8l / 100km.
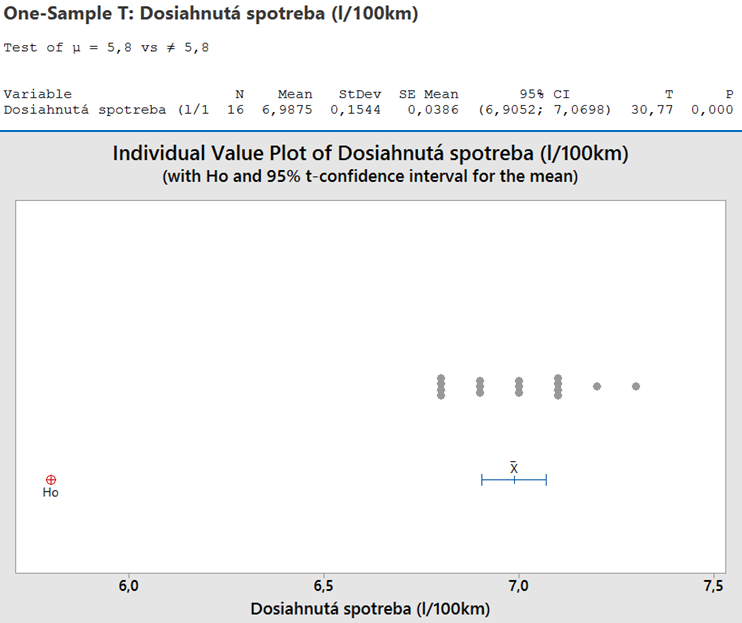
Situáciu s testovaním možno posunúť ešte ďalej. Môj kolega má rovnaké auto ako ja a chceli by sme porovnať, či existuje rozdiel medzi priemernou spotrebou môjho a kolegovho auta. Použili by sme teda 2-sample t test.
Nástroj č.2 testovanie hypotézy – ANOVA
V predošlom t testoch sme porovnávali strednú hodnotu s cieľovou hodnotou (1 sample t), alebo sme sa snažili porovnať 2 stredné hodnoty medzi sebou (2-sample t test). Ak by si situácia vyžadovala porovnávať medzi sebou viac ako 2 vzorky použili by sme ANOVA – Analysis of Variance.
Napr. by nás zaujímalo, či zmenový výkon rannej, poobednej a nočnej zmeny je rovnaký.

Nástroj č.3 Regresia
Regresia (Fit) vyjadruje optimálnu funkčnú závislosť medzi výstupnou skúmanou veličinou a jedným, alebo viacerými vstupnými faktormi.
Regresia modeluje lineárnu, kvadratickú, alebo cubic (znázornenie cyklickosti údajov) závislosť medzi premennými, keď jedna premenná priamo závisí od druhej. Správny typ modelu je nevyhnutným predpokladom pre objektívnu predikciu a presnosť samotného modelu.
Analyzované dáta sa obvykle nanášajú na tzv. SCATTER PLOT, kde na horizontálnu os sa nanáša pravdepodobná príčina a na zvislú os pravdepodobný následok (response).

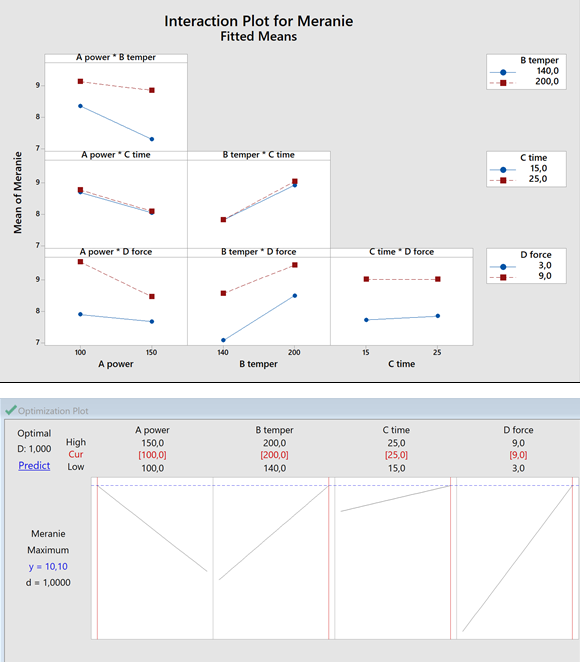
Nástroj č.4 DoE (Design of Experiments)
Design of Experiment predstavuje súbor presne navrhnutých a riadených experimentov, ktorých úlohou je objasniť vplyv vstupov skúmaného procesu a ich kombinácií na výstup tohto procesu. DoE zahŕňa návrh množiny experimentov, v ktorých sú premenné vstupné (faktory) systematicky menené, a výsledky experimentu pomáhajú identifikovať optimálne podmienky chodu procesu, faktory s veľkým alebo žiadnym vplyvom a vzájomné pôsobenie faktorov.
Stalo sa vám, že ste museli zopakovať experiment? Stalo sa vám, že ste merali zbytočne dlho, veľa krát a stačila by vám aj menšia presnosť? Zaoberali ste sa dlho nepodstatnými meraniami a ušiel vám dôležitý efekt? Práve takéto zdroje neefektivity pomáha DoE eliminovať.
Po selekcii vstupných premenných vrátane definovania rozsahu ich skúmania a následne výberu vhodného modelu pre experiment, dokážeme analyzovať výsledky experimentu, ktoré vychádzajú z opakovaných reálnych námerov.
Z analýzy dokážeme zistiť, ktoré faktory majú vplyv na skúmanú veličinu a tiež dokážme odhaliť a kvantifikovať možnú vzájomnú interakciu jednotlivých faktorov. Pomocou funkcie response optimiser je možné modelovať veľkosť skúmanej premennej v závislosti od zmeny vstupných vplyvových faktorov.
Nástroj č.5 Regulačné diagramy
Skúmaný parameter vyjadrujú namerané hodnoty, pričom úlohou pri štatistickej regulácii je regulovať stred rozdelenia aj veľkosť variability.
Východiskom analýzy regulačných diagramov je súbor testov znázorňujúcich neobvyklé situácie, ktoré vyžadujú pozornosť a nabádajú analyzovať proces.
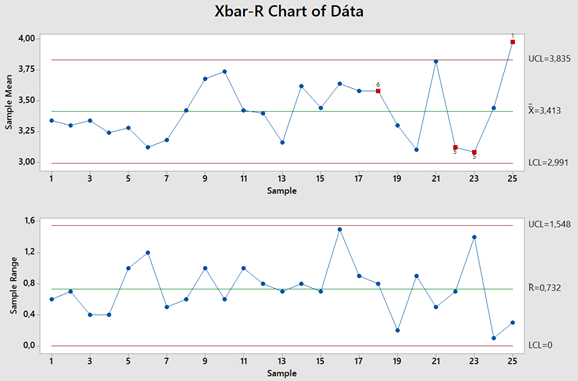
Identifikáciou možných príčin variability alebo posunutia stredu rozdelenia sa snažíme zlepšiť výrobný proces a po takomto zlepšení monitorovať dodržiavanie výroby požadovaného parametra vo vypočítaných regulačných medziach.

Použitím uvedených nástrojov nedokážeme pokryť riešenie všetkých problémov, ktoré sa vyskytujú v širokom pracovnom živote priemyselných podnikov, v organizáciách poskytujúcich služby, v bankách, či v nemocniciach.
Napriek tomu pochopenie, zvládnutie a správna aplikácia uvedených 5+5 kľúčových nástrojov predstavuje pre riešiteľa vynikajúci predpoklad, ako systematickým spôsobom pristupovať k riešeniu širokého spektra dlhodobých a komplexných problémov, na vyriešenie ktorých aplikácia jednoduchých brainstormingových nástrojov, či zdravého ľudského rozumu nestačí.
V typickej Six Sigma štruktúre sa členovia projektových tímov členia na špecialistov a expertov, známych ako Yellow, Green, či Black Belts.
V Spojených štátoch amerických som sa v jednej organizácii stretol s pojmom Money Belts. To sú práve ľudia, ktorý sú schopní takmer dokonale využívať pomerne úzku skupinu nástrojov pre riešenie problémov v relatívne krátkom čase a takto opakovane prinášať pre podnik úsporu resp. finančné šetrenie. Práve rebríček uvedených 5+5 kľúčových nástrojov predstavuje najúčinnejší znalostný arzenál Money Belta.
Ing. Peter Kormanec
Článok autora bol publikovaný v časopise KVALITA, ročník XXVI, Číslo 1-2018.
ZAUJAL VÁS ČLÁNOK?
Máte záujem o viac informácií? Napíšte nám a my sa Vám ozveme.