
V uplynulom období sme zrealizovali viacero rýchlych analýz zameraných na zmapovanie súčasnej výkonnosti vybraného výrobného zariadenia, alebo linky a identifikácie potenciálov ich zvyšovania.
Našim zákazníkom sme ponúkli jedinečné spojenie skúseností priemyselných inžinierov spoločnosti 4industry consulting a expertov v oblasti automatizácie IT procesov, zo spoločnosti EastGate. Výsledkom bol kvalifikovaný podklad pre manažérske rozhodovanie o spôsobe zvyšovania výkonnosti výrobných zariadení v krátkodobom i dlhodobom horizonte.
Čo je to rýchla analýza Rapid OEE?
Za jeden deň sme odovzdali objektívnu analýzu výkonnosti vybraného kľúčového zariadenia(í) s nasledovnými výstupmi:
- zoznam všetkých strát identifikovaných v reálnom výrobnom procese formou priameho pozorovania,
- kvantifikácia opakovateľnosti a trvania jednotlivých strát,
- výpočet reálnej výkonnosti pozorovaného zariadenia,
- potenciál nárastu výrobného výkonu,
- porovnanie vykazovaného verzus skutočného stavu prestojov,
- návrh zavedenia automatizovaného spôsobu sledovania prestojov a predbežná kalkulácia obstarania, vrátane vyčíslenia návratnosti (ROI).
- návrh riešenia a postupu zvýšenia výkonnosti.
Pre realizáciu tejto analýzy postačuje zo strany zákazníka len minimálna súčinnosť. Stačí, ak nám poskytnete priestor na pozorovanie chodu výrobného zariadenia a my na konci zmeny odprezentujeme uvedené výstupy. Takto získavate dôležitý podklad pre objektívne rozhodovanie.

Obr. 1 Typický rámcový priebeh analýzy Rapid OEE
Aké výsledky možno očakávať?
V rámci našej poslednej analýzy, samotného zákazníka ani tak neprekvapil samotný fakt, že výkonnosť kľúčovej výrobnej linky bola len 50,4%, ale predovšetkým štruktúra identifikovaných prestojov, ich technická povaha a frekvencia opakovania.
Napr. najväčšiu stratu predstavovalo opakované spriečenie finálneho produktu v časti baliacej linky, ktoré spôsobí prerušenie chodu a vyžaduje si zásah operátora. Samotnú existenciu tohto problému každý vo firme doteraz vnímal, ale až po reálnom vyčíslení opakovania a celkovej straty na zmenovom výkone bolo veľkým prekvapením, ako veľký tento problém naozaj je.
Ďalším dôležitým uvedomením, ktoré pred samotnou analýzou zatiaľ nikto nepostrehol, bol fakt trvale zníženej rýchlosti chodu stroja. I keď manažment výroby vedel, že linka nie je aktuálne schopná dosahovať parametre max. konštrukčnej rýchlosti (a to obzvlášť u niektorých produktov), i pri samotnom chode zníženou rýchlosťou, ani táto nastavená znížená rýchlosť nebola reálne dosiahnuteľná. Prevádzkové hodnoty vytiahnuté zo stroja totiž reportujú hodnotu nastavenú operátorom, ale počas reálneho merania priamym pozorovaním sa zistilo, že zariadenie produkuje ešte nižšou rýchlosťou resp. opakovane vznikajú malé a ťažko postrehnuteľné časové okná bez produkcie. Po vyčíslení ukazovateľa OEE, predstavoval samotný parameter rýchlosti (výkonnosti) počas pozorovania len 68%.
Na základe identifikovaných prestojov, ich trvania a povahy, sme simulovali budúcu výkonnosť zariadenia.
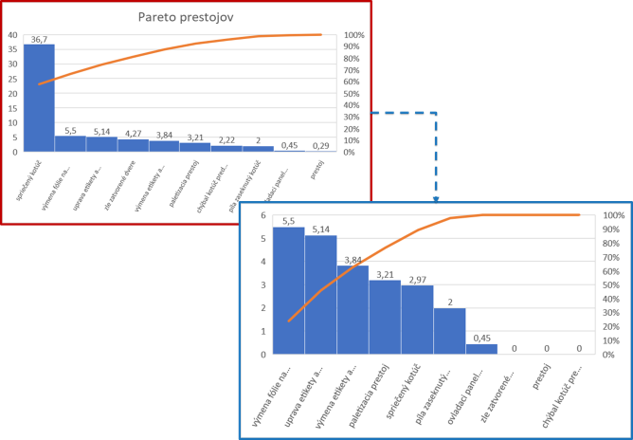
Obr. 2 Ukážka potenciálu zníženia trvania a výskytu jednotlivých prestojov
Vzhľadom na uvedený potenciál a reálne možnosti jeho dosiahnutia sme definovali cieľovú hodnotu ukazovateľa OEE pre kľúčovú linku v horizonte do 1 roka na 82%.
Pre dosiahnutie uvedenej hodnoty rozbehol manažment spoločnosti viacero krokov vo forme okamžitých opatrení i dlhodbejších aktivít realizovaných formou projektov a rozvoja operátorov.
Tiež sa manažment rozhodol rolovať analýzu Rapid OEE na ďalšie vybrané časti výroby s cieľom systematicky zvyšovať výkonnosť výroby, benchmarkové postavenia závodu v rámci korporátnej skupiny a konkurencieschopnosti na trhu.
V prípade, že Vás takáto forma spolupráce zaujala, kontaktujte nás a my Vám poskytneme konkrétne informácie o možnej realizácii i vo Vašom podniku.
Ing. Peter Kormanec
Konzultant 4industry consulting,
kormanec@4industry.consulting
ZAUJAL VÁS ČLÁNOK?
Máte záujem o viac informácií? Napíšte nám a my sa Vám ozveme.